Проведение технологических испытаний является, необходимой операцией, для подтверждения правильности выбранной конструкции биметаллического изделия и состава сплавов.
Для каждого типа дробильного оборудования роторного типа существует несколько схем проведения технологических испытаний, обладающих соответствующими достоинствами и недостатками.
Для тех типов оборудования, которые обладают массивными рабочими органами (более 30 кг) и равномерным характером горизонтального износа вдоль ротора, в случае сопоставимости физико-механических свойств дробимого сырья и четкого отражения в эксплуатационных журналах объемов его переработки, технологические испытания не представляют особой проблемы. К таким типам оборудования относятся все роторные и центробежные дробилки, а так же большинство типов молотковых дробилок. Технологические испытания в этом случае могут проводится в усеченных объемах, на неполных комплектах рабочих органов.
В случае наличия в молотковых дробилках зон повышенного горизонтального (как правило бокового) или вертикального износа (Рис.1), что, как правило, характерно для молотковых дробилок с массой молотков менее 30 кг, при неудовлетворительных результатах подбирается наиболее оптимальная граница между биметаллическими слоями, или в необходимых случаях изменяется конструкция всего изделия с изменением границы заливки с горизонтальной на наклонную (Рис.2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов. В таких случаях технологические испытания могут проходить несколько раз, до момента получения нужного результата.

рис.1 Различные виды локального износа: 1 – интенсивный боковой износ; 2 – интенсивный вертикальный износ. В обоих случаях более мягкая сталь подвергается более существенному износу.

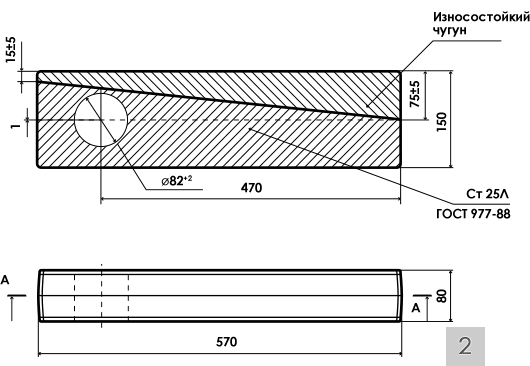
рис.2 Изменение конструкции биметаллического изделия: с горизонтальной линии сочленения сплавов (1), на наклонную (2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов.
Наиболее сложными, в силу конструкционных особенностей оборудования, являются технологические испытания, проводимые на молотковых мельницах, в большинстве случаев обладающих неравномерным горизонтальным износом.
Этому способствуют следующие факторы:
Фактор № 1 Конструкционные особенности
Мельницы молотковые тангенциальные (ММТ) являются дробильным оборудованием замкнутого типа (Рис 3), с системой возврата в помольную камеру недоизмельченного материала из сепаратора с боковых сторон, что создает экстремальные зоны износа на крайних рядах ротора, с полным износом проушин и возникновением аварийных ситуаций из-за слетания их с билодержателей. (Рис.4)

Рис.3

Рис.4 Фото интенсивного износа било на боковых рядах
Фактор № 2 Неравномерность подачи угля
В дополнение к боковым зонам интенсивного износа, вызванными конструктивными особенностями оборудования очень часто добавляются зоны интенсивного горизонтального износа, вызванные неравномерностью поступления угля в помольную камеру (Рис.5)
 рис.5
рис.5
Неравномерное поступление угля, способствует формированию неравномерного контура износа бил (Рис 6.), что в свою очередь способствует такому негативному, но вполне объяснимому действию технического персонала стремящемуся снизить риски возникновения аварийных ситуаций, как к смене бил с неравномерным профилем (Рис.7) имеющим еще достаточно высокий остаточный эксплуатационный ресурс.
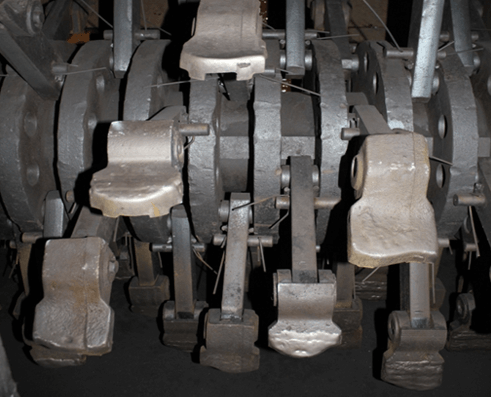 рис.6
рис.6
 рис.7
рис.7
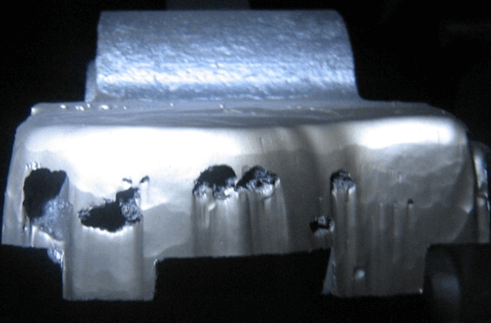 рис.8
рис.8
Дополнительную сложность в корректировку подачи угля в помольную камеру вносит такой внешний фактор, как низкое качество литых бил из марганцовистых сталей, в первую очередь, наличие в рабочей части разно размерных пор и пустот, приводящих к формированию неравномерного профиля износа (Рис 8), даже в случае равномерной подачи угля.
Фактор № 3 Различная интенсивность и конфигурация вихревых потоков, образующихся в помольной камере
В связи с тем, что конструкционные особенности помольной камеры позволяют формировать футеровочные поверхности различных конфигураций, то и аэродинамические характеристики внутри камерной полости отличаются не только у машин на разных промышленных объектах, но, иногда, даже в пределах одного котло-турбиного цеха. Также перфорация дисков позволяет закреплять на них различное количество билодержателей – 3, 4, 6, 8 и формировать различное количество бил в мельнице вдоль ротора, что также существенно сказывается на характере динамических потоков.
Существует три схемы проведения технологических испытаний новых бил, каждая из которых обладает своими достоинствами, недостатками и методами компенсации этих недостатков.
| Параметры | Схемы разновеса | ||
| Полная | Половинная | Попеременная | |
| Схематическое изображение |  |
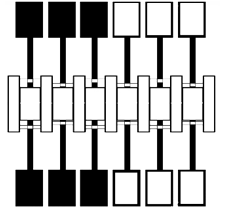 |
 |
| Достоинства | Условия испытаний наиболее приближены к эксплуатационным режимам. | Соизмеримые нагрузки, одинаковое качество углей. Короткие сроки проведения испытаний. | |
| Недостатки | Недостоверность данных из-за несоизмеримости нагрузок и качества углей в условиях отсутствия средств индивидуального контроля за конкретной ММТ. Длительность проведения испытаний. | Недостоверность данных в случае неравномерного горизонтального износа; Возникновение биения ротора в результате различной интенсивности износа различных групп бил. | Недостоверность данных из-за повышенного износа более износостойких бил, берущих на себя повышенную нагрузку. |
| Методы компенсации недостатков | Статистические. Увеличение достоверности за счет большего количества испытаний и сравнения со статистически определенным базисом сравнения (средним эксплуатационным периодом). | Риск возникновения аварийных ситуаций из-за биения ротора не устраним. Недостоверность данных из-за неравномерности горизонтального износа устранима путем попеременной загрузки одних и тех же частей различными группами бил. | нет |
Способность металлов и сплавов подвергаться различным видам технологической обработки (обработке давлением, резанием, сварке) характеризуется технологическими свойствами. Для определения технологических свойств проводят испытания по технологическим пробам, используемым чаще всего в производственных условиях. Многие технологические пробы и методы испытаний стандартизованы.
По результатам технологических испытаний определяют возможность изготовления качественного изделия из данного материала в условиях, соответствующих принятому на производстве технологическому процессу. К технологическим пробам относятся: пробы для испытания на изгиб, осадку, сплющивание, бортование изгиб труб.
Испытание на изгиб (ГОСТ 14019-68) служит для шределения пластичности материала. Образец / (рис. 10, а) с помощью оправки 2 изгибается усилием Р пресса между роликами 3 до заданного угла а. Пластичность материала характеризуется углом загиба а. При изгибе образца на 180° материал обладает предельной пластичностью. Образцы, выдержавшие испытание, не должны иметь трещины, надрывы, расслоения.
Испытанию на изгиб подвергают листы толщиной до 80 мм, сортовой прокат — изделия, полученные прокаткой: прутки, швеллеры, уголки в нагретом или холодном состоянии.
Испытание на осадку (ГОСТ 8817-73) служит для рпределения способности металла выдерживать заданную пластическую деформацию. Образец осаживается в горячем или холодном состоянии с помощью пресса или молота до определенной высоты h.
Таким испытаниям подвергают стальные и из алюминиевых сплавов прутки, служащие для изготовления болтов, заклепок и других крепежных изделий. Испытание на осадку производят на круглых или квадратных образцах диаметром или стороной квадрата в холодном состоянии от 3 до 30 мм, в горячем состоянии — от 5 до 150 мм. Высота стальных образцов должна равняться двум диаметрам, а образцов из цветных сплавов — не менее 1,5 диаметра.
Образец считается выдержавшим испытание, если на нем не появились трещины, надрывы или изломы. Испытание на сплющивание труб (ГОСТ 8695-75) служит для определения способности труб сплющиваться до определенной высоты Н (рис. 10, в) без трещин и надрывов. Конец трубы или ее отрезок длиной 20-50 мм сплющивают между двумя параллельными плоскостями. Если труба сварная, то шов на трубе должен располагаться по горизонтальной оси, как показано на рисунке. Сплющивание труб производится плавно со скоростью не более 25 мм/мин.
Образец считается выдержавшим испытание, если на нем не появились трещины или надрывы. Испытание на бортование труб (ГОСТ 8693-58) служит для определения способности труб к отбортовке на угол 90°. Конец трубы отбортовывается с помощью оправки 2 усилием Р пресса до получения фланца заданного диаметра D.
Рабочая поверхность оправки должна быть чисто обработанной и обладать высокой твердостью (НВ450- 500). Радиус закругления оправки, которым формируется борт, должен быть не более удвоенной толщины стенки трубы (R^L2S). Бортование считается качественным, если на фланце не обнаружено надрывов и трещин.
Испытание на загиб труб (ГОСТ 3728-66) служит для определения способности труб загибаться без трещин и надрывов на угол 90°. Перед испытанием трубу заполняют чистым, сухим речным песком. Испытание заключается в плавном загибе образца любым способом, позволяющим загнуть образец так, чтобы его наружный диаметр D ни в одном месте (как по сечинно, так и по длине) не стал меньше 85% от начальною.
Испытание труб наружным диаметром до 60 мм проводят на отрезках труб, диаметром 60 мм и более — па вырезанных из труб продольных лентах шириной 12 мм. Образец считается выдержавшим испытание, если па нем не появились изломы, надрывы, расслоения.
Испытание на свариваемость производится для определения прочности сварного соединения, выполненного встык. Сваренный образец подвергают изгибу на заданный угол а или производят испытание на растяжение. Затем сравнивают прочность сваренного образца н прочность несваренного образца из испытываемого металла.
ГОСТ 7564-97
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ
Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
Rolled products. General rules of sampling, rough specimens and test pieces selection for mechanical and technological testing
МКС 77.040
ОКСТУ 0908
Дата введения 1999-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом по стандартизации МТК 120 "Чугун, сталь, прокат"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная Государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Госстандарт Украины |
3 Стандарт соответствует международному стандарту ИСО 377-1-89 "Отбор и подготовка проб и образцов из стали, обработанной давлением. Часть 1. Пробы и образцы для механических испытаний" в части отбора проб и подготовки образцов для механических испытаний
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 13 апреля 1998 г. N 118 межгосударственный стандарт ГОСТ 7564-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г.
5 ВЗАМЕН ГОСТ 7564-73
6 ИЗДАНИЕ (сентябрь 2009 г.) с Поправкой (ИУС 3-2002)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает общие правила отбора проб, заготовок и образцов для испытаний на растяжение, ударный изгиб, осадку, изгиб в холодном состоянии от сортового, фасонного, листового и широкополосного проката.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
3.1 Единица проката
- изделие, отобранное от партии с целью вырезки проб для изготовления образцов для испытаний.
3.2 Проба
- часть изделия, предназначенная для изготовления заготовок образцов для испытаний.
В некоторых случаях пробой может быть сама единица проката.
3.3 Заготовка
- часть пробы, обработанная или необработанная механически, подвергнутая, в случае необходимости, термической обработке, предназначенная для изготовления образцов для испытаний.
3.4 Образцы для испытаний
- часть пробы или заготовки определенного размера, обработанная или необработанная механически и доведенная до состояния, необходимого для конкретного испытания.
В некоторых случаях образцом может быть проба или заготовка.
3.5 Контрольное состояние
- состояние, при котором проба, заготовка или образец для испытания могут быть подвергнуты термической обработке и (или) механической обработке и отличающееся от состояния поставки.
В таких случаях пробу, заготовку или образец для испытания называют контрольной пробой, контрольной заготовкой или контрольным образцом.
3.6 Эквивалентные термины на русском, английском, французском и немецком языках приведены в приложении А.
4 ОБЩИЕ ТРЕБОВАНИЯ К ОТБОРУ ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ
4.1 Пробы, заготовки и образцы для испытания, отбираемые в соответствии с требованиями приложений Б, В и Д, должны характеризовать вид проката. Требования по отбору проб, заготовок и образцов могут быть уточнены в других нормативных документах на прокат.
4.2 Идентификация проб, заготовок и образцов
Пробы, заготовки и образцы для испытания должны быть замаркированы. Если в процессе изготовления пробы, заготовки и (или) образца нельзя избежать удаления маркировки, перенос маркировки выполняют до ее удаления.
4.3 Количество проб и образцов, отбираемых для испытаний, должно устанавливаться в нормативном документе на прокат.
4.4 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа.
Припуски от линии реза до края готового образца должны соответствовать таблице 1.
Таблица 1 - Припуски от линии реза до края готового образца
Диаметр (толщина) проката, мм | Припуск, мм, при способе вырезки проб и заготовок, не менее |
||||
огневом или с тепловым воздействием | без теплового воздействия |
||||
Толщина проката |
|||||
(Поправка).
5 ОТБОР И ПОДГОТОВКА ПРОБ И ЗАГОТОВОК. МЕСТО ОТБОРА И ОРИЕНТАЦИЯ ОБРАЗЦОВ ДЛЯ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
5.1 Место отбора и размеры пробы
Пробу отбирают таким образом, чтобы место отбора и ориентация образцов для испытаний, взятых от нее, по отношению к изделию соответствовали требованиям стандарта на прокат или, при его отсутствии, требованиям приложения В.
В случае возникновения разногласий между изготовителем и потребителем пробы отбирают от конца проката на расстоянии, приведенном в приложении Г, если в нормативном документе на прокат не оговорено иное.
Размеры пробы должны быть достаточными для отбора образцов, необходимых для проведения конкретного испытания.
При необходимости должно быть достаточное количество материала для проведения повторных испытаний.
5.2 Место отбора, размеры и ориентация образцов для испытаний
Место отбора образцов (вариант отбора проб) и, при необходимости, размеры образцов, ориентация образца в направлении прокатки (вдоль и поперек) должны оговариваться в нормативном документе на прокат.
При отсутствии таких требований используют направления, указанные в приложении В.
Примечание - С целью снижения потерь металла и с учетом установившейся практики стандарт на прокат, если это приемлемо с технической точки зрения, может регламентировать возможность применения поперечных образцов вместо продольных (для перекованных проб), чтобы проконтролировать заданные значения для продольных образцов.
На образце для испытания на ударный изгиб продольная ось надреза должна быть перпендикулярна к направлению прокатки.
5.3 Отбор и подготовка проб
5.3.1 В нормативном документе на прокат должно быть оговорено, предназначено ли испытание для определения свойств в состоянии поставки (5.3.2) или в контрольном состоянии (5.3.3).
5.3.2 Испытание в состоянии поставки
Если в нормативном документе на прокат не оговорено иное, проба должна отбираться от проката, прошедшего все стадии пластической и (или) термической обработки, которым должен быть подвергнут прокат перед поставкой.
Если проба не может оставаться прикрепленной к единице проката до конца изготовления (например, листы, разрезаемые перед отжигом, пробы для испытания которых отбирают из скрапа, образующегося при резке), нормативные документы на прокат должны определять стадию отбора пробы от единицы проката. Режимы обработки, которым затем подвергается проба, должны быть аналогичны режимам обработки самого проката. В частности, термическая обработка должна проводиться в тех же режимах, в каких обрабатывается прокат и, по возможности, одновременно.
Отбор проб должен производиться таким образом, чтобы не изменять характеристики той части пробы, из которой изготовляют образцы.
При необходимости правки пробы для получения из нее качественных образцов, правка должна быть в холодном состоянии, если не оговорено иное. Правка не считается механической обработкой (5.3.3.2), если она не вызывает деформированного упрочнения, способного изменить механические свойства проката.
Примечание - После правки в холодном состоянии заготовок для образцов может потребоваться термическая обработка. В этом случае режимы термической обработки должны определяться по согласованию изготовителя с потребителем. В исключительных случаях, когда правка вызывает существенное изменение формы пробы, метод подготовки проб должен устанавливаться по согласованию изготовителя с потребителем.
Проба не должна подвергаться никакой другой механической или термической обработке.
5.3.3 Испытание в контрольном состоянии
5.3.3.1 Проба
Проба должна отбираться от изделия на стадии изготовления, определяемой нормативным документом на прокат.
Отбор проб может выполняться любым способом, при условии, что он не влечет за собой изменения в металле.
Если способ отбора влечет за собой изменения в металле, то в пробе должно быть достаточное количество металла, чтобы исключить это влияние при изготовлении образцов. Перед любой термической обработкой, при необходимости, должна проводиться правка в горячем или холодном состоянии.
5.3.3.2 Заготовка (проба), при необходимости, подвергается:
а) обработке давлением, при этом нормативные документы на прокат должны определять условия любой обработки давлением (например, ковки, прокатки), которой должна подвергаться проба, и указывать, в частности, исходные и конечные размеры пробы;
б) предварительной обточке перед термической обработкой.
Если проба должна быть уменьшена для термической обработки, то стандарт на прокат должен определять размеры, до которых должна быть уменьшена проба. При необходимости стандарт на прокат должен оговаривать также способ уменьшения пробы;
в) термической обработке в среде с гарантированной стабильностью температуры, измеряемой прибором, прошедшим метрологическое освидетельствование.
Вид термической обработки должен соответствовать требованиям нормативного документа на металлопрокат.
Заготовка не должна подвергаться заданной термической обработке более одного раза, за исключением отпуска, который может быть повторен в заданном диапазоне температур. Для любого повторного испытания должна отбираться новая заготовка.
Для стали с пределом прочности 1270 Н/мм (130 кгс/мм) и более термической обработке подвергают образцы, изготовленные с припуском под шлифовку.
5.4 Отбор и подготовка образцов для испытания механических свойств
5.4.1 Вырезка и механическая обработка
Вырезка образцов должна выполняться холодным способом и с принятием мер предосторожности, позволяющих избежать поверхностного упрочнения и перегрева проката, которые могут изменить его механические свойства.
Следы, оставленные инструментом после механической обработки, которые могут повлиять на результаты испытания, должны устраняться шлифовкой (при обильной подаче охлаждающей жидкости) или полировкой при условии, что выбранный метод отделки поверхности сохраняет размеры и форму образца в пределах допусков, регламентированных стандартом на соответствующее испытание.
5.4.2 Форма, размеры и допускаемые отклонения по размерам образцов должны соответствовать ГОСТ 1497 , ГОСТ 7268 , ГОСТ 9454 , ГОСТ 9651 и ГОСТ 11701 .
5.4.3 Для испытания на растяжение сортового проката круглого, квадратного и шестигранного профиля применяют цилиндрические образцы.
5.4.4 Для испытания на растяжение полосового и листового проката толщиной до 25 мм включительно применяют плоские образцы, свыше 25 мм - цилиндрические образцы. Испытание проката толщиной 7-25 мм можно проводить как на плоских, так и на цилиндрических образцах. В документе о качестве указывают вид образца.
5.4.5 Для испытания фасонного проката толщиной до 25 мм включительно применяют плоские образцы с сохранением на них поверхностных слоев проката, а при непараллельных сторонах полки - с сохранением поверхностных слоев проката на одной стороне; при толщине проката более 25 мм допускается обработка плоского образца до толщины 25 мм с сохранением на одной стороне образца поверхности проката или изготовление цилиндрических образцов.
Примечание - При толщине полки фасонного профиля от 7 до 25 мм испытание может проводиться как на плоских, так и на цилиндрических образцах.
5.4.6 Прокат круглого, квадратного и шестигранного профиля, для которых отбор заготовок и образцов производится по варианту 1, диаметром или стороной квадрата до 25 мм, полосовой прокат толщиной до 25 мм и шириной до 50 мм, фасонные профили с толщиной полки до 4 мм могут испытываться на растяжение на образцах, не подвергаемых механической обработке.
5.4.7 Для испытания на ударный изгиб проката диаметром до 16 мм включительно, квадратного со стороной квадрата до 10 мм включительно и полосового и листового проката толщиной до 10 мм включительно применяют образцы размером 5х10х55 мм, для проката диаметром более 16 мм и толщиной более 10 мм - образцы размером 10x10x55 мм.
5.4.8 Образцы для испытания на ударный изгиб от фасонного проката вырезают таким образом, чтобы одна из боковых граней совпадала с поверхностью проката. Ось надреза должна быть перпендикулярна к поверхности проката.
5.4.9 В случае проведения термической обработки образцов требования должны быть такими же, как для заготовок (5.3.3.2, подпункт в).
6 ОТБОР ПРОБ И ПОДГОТОВКА ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ НА ОСАДКУ
6.1 Пробы для испытаний на осадку отбирают от любого конца прутка или полосы. Для проката, поставляемого в мотках, пробу отбирают на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м - при массе мотка более 250 кг.
6.2 Условия испытания, состояние поверхности образцов и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817 .
7 ОТБОР ПРОБ И ПОДГОТОВКА ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ НА ИЗГИБ В ХОЛОДНОМ СОСТОЯНИИ
7.1 Место вырезки проб по отношению к направлению прокатки и длине проката - в соответствии с приложением Б.
7.2 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа, изложенные в 4.4 настоящего стандарта.
7.3 Минимальное расстояние от конца изделия для отбора проб или образцов для испытания в случае возникновения разногласий - в соответствии с приложением Г.
7.4 Схема отбора проб для испытаний на холодный изгиб - в соответствии с приложением Д.
7.5 Методы отбора образцов, виды образцов и другие требования к испытанию на изгиб в холодном состоянии должны отвечать требованиям ГОСТ 14019 .
ПРИЛОЖЕНИЕ А (справочное). ЭКВИВАЛЕНТНЫЕ ТЕРМИНЫ, ОПРЕДЕЛЯЕМЫЕ В РАЗДЕЛЕ 3, НА РУССКОМ, АНГЛИЙСКОМ, ФРАНЦУЗСКОМ И НЕМЕЦКОМ ЯЗЫКАХ
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А.1 - Эквивалентные термины
Обозначение | Пункт стандарта |
||||
русский | английский | французский | немецкий | ||
Единица проката | Produit echantillon | ||||
Заготовка | Rough specimen | ||||
Образец для испытаний | |||||
Рисунок А.1
ПРИЛОЖЕНИЕ Б (рекомендуемое). МЕСТО ВЫРЕЗКИ ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ПО ОТНОШЕНИЮ К НАПРАВЛЕНИЮ ПРОКАТКИ И ДЛИНЕ ПРОКАТА
Таблица Б.1 - Место вырезки проб, заготовок и образцов
Вид проката | Положение продольной оси образца по отношению к направлению прокатки | Место вырезки проб, заготовок и образцов по длине |
Сортовой круглого, квадратного, шестигранного и прямоугольного сечений | От любого конца прутка или мотка. Для проката в мотках пробы отбираются на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м при массе мотка более 250 кг |
|
Фасонный (швеллеры, тавры, угловой, зетовый, двутавровые, широкополочные балки, специальный взаимозаменяемый профиль для крепи горных выработок - СВП) | От любого конца |
|
Листовой, рулонный, широкополосный шириной до 600 мм, в т.ч. после продольного роспуска | |
|
Листовой, рулонный, широкополосный шириной 600 мм и более | От любого конца листового и широкополосного проката. Для рулонного проката на расстоянии не менее 1 м от конца рулона |
|
Примечание - Для широкополосного проката шириной 600-1000 мм по согласованию изготовителя с потребителем допускается использовать продольные образцы. |
||
ПРИЛОЖЕНИЕ В (рекомендуемое). СХЕМА ОТБОРА ЗАГОТОВОК ИЗ ПРОБ ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА
В.1 Схема отбора заготовок из проб для определения механических свойств проката в состоянии поставки (вариант 1)
В.1.1 Отбор заготовок из проб от сортового проката
______________
Рисунок B.1 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
______________
* Разрешается производить отбор до 01.01.2001.
Рисунок В.2 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
Полоса со скошенными кромками
Рисунок В.3 - Схемы отбора заготовок из проб от полосы со скошенными кромками
(Поправка).
В.1.2 Отбор заготовок из проб от фасонного проката*
_____________
* У неравнополочных уголков заготовка вырезается из большей полки.
Рисунок В.4 - Схемы отбора заготовок из проб от фасонного проката
В.1.3 Отбор проб от листового и широкополосного проката
Ширина проката; и - место отбора проб
Рисунок В.5 - Схемы отбора проб от листового и широкополосного проката
Таблица B.1 - Положение образца относительно поверхности проката
Вид испытания | Толщина проката, | Положение продольной оси образца по отношению к направлению прокатки при ширине проката, мм | Положение образца относительно поверхности, мм |
|
150<<600 | ||||
На растяжение при нормальной температуре | ||||
Контроль предела текучести при повышенных температурах проката для изделий, работающих под давлением | От 3 | Поперек, рядом с образцом для испытания на растяжение при нормальной температуре | ||
На ударный изгиб | От 5 | |||
Поперек или вдоль в соответствии со стандартом или ТУ на прокат | ||||
Толщина проката | ||||
Примечание - По согласованию изготовителя с потребителем допускается использовать: |
||||
B.2 Схема отбора заготовок из проб для определения механических свойств проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном) или в контрольном состоянии (вариант 2)
B.2.1 Отбор заготовок из проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок В.6 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
Прокат квадратного и прямоугольного сечений
Рисунок В.7 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
В.2.2 Отбор заготовок из проб от полосы со скошенными кромками листового и широкополосного проката - аналогично варианту 1
ПРИЛОЖЕНИЕ Г (рекомендуемое). МИНИМАЛЬНОЕ РАССТОЯНИЕ ОТ КОНЦА ИЗДЕЛИЯ ДЛЯ ОТБОРА ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ В СЛУЧАЕ ВОЗНИКНОВЕНИЯ РАЗНОГЛАСИЙ
Таблица Г.1 - Минимальное расстояние от конца изделия для отбора проб, заготовок и образцов
Вид проката | Минимальное расстояние от конца изделия |
|||
Прокат в мотках с катаными концами диаметром*, мм: | ||||
Прокат в прутках | ||||
Прокат в рулонах с катаными концами | 1 виток, но не более 2 витков от наружного конца рулона |
|||
Прокат в рулонах с закаленными и отпущенными концами | 0,5 х диаметр рулона, но не менее 160 мм |
|||
Листовой прокат с концами огневой или холодной резки | ||||
* Для проката квадратного и шестигранного сечений берется диаметр круга, площадь поперечного сечения которого эквивалентна площади поперечного сечения квадрата или шестигранника. |
||||
ПРИЛОЖЕНИЕ Д (рекомендуемое). СХЕМА ОТБОРА ПРОБ ДЛЯ ИСПЫТАНИЙ НА ИЗГИБ В ХОЛОДНОМ СОСТОЯНИИ
Д.1 Отбор проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок Д.1 - Схемы отбора проб от проката круглого и многоугольного сечений
Прокат квадратного сечения
Рисунок Д.2 - Схема отбора проб от проката квадратного сечения
Прокат прямоугольного сечения
Рисунок Д.3 - Схемы отбора проб от проката прямоугольного сечения
Д.2 Отбор проб от фасонного проката*
_____________
* У неравнополочных уголков отбор проб производят из большей полки.
Рисунок Д.4 - Схемы отбора проб от фасонного проката
Д.3 Отбор проб от листового и широкополосного проката
- в любом месте по ширине для проката толщиной:
Рисунок Д.5 - Схемы отбора проб от листового и широкополосного проката
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
Сталь углеродистая обыкновенного
качества и низколегированная: Сб. ГОСТов. -
М.: Стандартинформ, 2009
5. Технологические испытания металлов и сплавов
Способность металлов и сплавов подвергаться различным видам технологической обработки (обработке давлением, резанием, сварке) зависит от их технологических свойств. Для определения технологических свойств проводят испытания по технологическим пробам, используемым чаще всего в производственных условиях. К технологическим относятся пробы для испытания на изгиб, осадку, сплющивание, бортование, загиб труб и многие другие. Многие технологические пробы и методы испытаний стандартизованы.
По результатам технологических испытаний определяют возможность изготовления качественного изделия из данного материала в условиях, соответствующих принятому на данном производстве технологическому процессу.
Испытание на изгиб (ГОСТ 14019 - 80) служит для определения способности материалов выдерживать без разрушения заданные деформации изгиба. Образец / (Рис. 6, а) с помощью оправки 2 изгибается под действием усилия пресса между роликами 3 до заданного угла а. Способность материала выдерживать деформацию изгиба характеризуется заданным углом загиба а. При изгибе образца на 180° материал способен выдержать предельную деформацию изгиба. Образцы, выдержавшие испытание, не должны иметь трещин, надрывов, расслоений.
Испытанию на изгиб подвергают листы толщиной до 30 мм, сортовой прокат - прутки, швеллеры, уголки.
Рис. 6. Технологические испытания:
а - на изгиб, б - на осадку, в - на сплющивание труб, г - на бортование труб, д - на загиб труб; 1 - образец, 2 - оправка, 3 - ролики,
4- образец до осадки, 5- образец после осадки, 6 - труба
Испытание на осадку (ГОСТ 8817-82) служит для определения способности металла выдерживать заданную пластическую деформацию. Образец 4 осаживается в горячем или холодном состоянии с помощью пресса или молота до определенной высоты h (Рис. 6,6). Испытание на осадку производят на круглых или квадратных образцах диаметром или стороной квадрата в холодном состоянии от 3 до 30 мм, в горячем состоянии - от 5 до 150 мм. Высота стальных образцов должна равняться двум диаметрам, а образцов из цветных сплавов - не менее 1,5 диаметра. Образец считается выдержавшим испытание, если на нем не появились трещины, надрывы или изломы.
Испытание на сплющивание труб (ГОСТ 8695 - 75) служит для определения способности труб сплющиваться до определенной высоты Н (Рис. 6, в) без трещин и надрывов. Конец трубы 6 или ее отрезок длиной 20...50 мм сплющивают между двумя параллельными плоскостями. Если труба сварная, то шов на трубе должен располагаться по горизонтальной оси, как показано на рисунке. Сплющивание труб производят плавно со скоростью не более 25 мм/мин. Образец считается выдержавшим испытание, если на нем не появились трещины или надрывы.
Испытание на бортование труб (ГОСТ 8693-80), используют для определения способности труб к отбортов-ке на угол 90°. Конец трубы 6 (Рис. 6, г) отбортовывает-ся с помощью оправки 2 усилием Р пресса до получения фланца заданного диаметра D. Рабочая поверхность оправки должна быть чисто обработанной и обладать высокой твердостью (HRC не менее 50). Радиус закругления оправки, которым формируется.борт, должен быть равен двукратной толщине стенки трубы (R=2s). Бортование считается качественным, если на фланце не обнаружено надрывов и трещин.
Испытание на загиб труб (ГОСТ 3728-78) служит для определения способности труб загибаться без трещин и надрывов на угол 90°. Перед испытанием трубу 6 (Рис. 6,(3) заполняют чистым, сухим речным песком или другим наполнителем. Испытание заключается в плавном загибе образца любым способом, позволяющим загнуть образец так, чтобы его наружный диаметр D ни в одном месте не стал меньше 85 % от начального. Для испытания труб наружным диаметром до 60 мм используют их отрезки, диаметром 60 мм и более - вырезанные из труб продольные ленты шириной 10 мм. Образец считается выдержавшим испытание, если на нем не появились изломы, надрывы, расслоения.
Испытание на свариваемость производят для определения прочности сварного стыкового соединения. Сваренный образец подвергают изгибу (см. Рис. 6, а) на заданный угол а или испытывают на растяжение. Затем сравнивают прочности сваренного и несваренного образцов из испытуемого металла.
6. Строение металлов, сплавов и жидких расплавов
Металлы - простые вещества, обладающие свободными, не связанными с определенными атомами электронами, которые способны перемещаться по всему объему тела. Эта особенность состояния металлического вещества определяет собой свойства металлов.
Атомы металлов легко отдают внешние (валентные) электроны, превращаясь при этом в положительно заряженные ионы. Электроны, освободившиеся от атомов, непрерывно хаотически перемешиваются по всему объему металла подобно молекулам в газах. Поэтому такие свободные электроны часто называют электронным газом. Свободные электроны, сталкиваясь во время движения с положительно заряженными ионами, могут на некоторое время снова соединяться с ними. В таких случаях положительно заряженные ионы превращаются в нейтральные атомы. Таким образом, металлы состоят из упорядочение расположенных в пространстве положительно заряженных ионов, перемещающихся среди них электронов и небольшого количества нейтральных атомов. Металлами являются алюминий, железо, медь, никель, хром и т. д.
Сплавы представляют собой системы, состоящие из двух или нескольких металлов или металлов и неметаллов. Сплавы обладают всеми характерными свойствами металлов. Например, углеродистая сталь и чугун - сплавы железа с углеродом, кремнием, марганцем, фосфором и серой; бронза - сплав меди с оловом или другими элементами; латунь - сплав меди с цинком и другими элементами. В промышленности широко применяют сплавы, получаемые сплавлением составляющих с последующей кристаллизацией из жидкого состояния. Значительно реже - сплавы, получаемые спеканием порошков металлов и неметаллов.
Положительно заряженные ионы и нейтральные атомы в процессе кристаллизации металла или сплава из расплавленного (жидкого) состояния группируются в строго определенной последовательности, образуя кристаллические решетки - правильное, упорядоченное расположение атомов в элементарной ячейке. Кристаллические решетки характеризуются типом и размерами.
Кристаллические решетки у металлов и сплавов могут быть различных типов. Объемно-центрированные кубические (ОЦК) (Рис. 7, а) образуют железо Fe a , хром Сг, молибден Мо и др. Гранецентрированные кубические решетки (ГЦК) (Рис. 7,6) образуют железо Fe v . медь Си, алюминий А1, свинец РЬ и др. Гексагональную плотноупакованную (ГПУ) (Рис. 7, в) образуют цинк Zn, магний Mg, кобальт Со и др.

Рис. 7. Схемы кристаллических решеток:
а-объемно-центрированная кубическая (ОЦК). б - гранецент-рированная кубическая (ГЦК). в - гексагональная плотноупа-кованная (ГПУ)
Размеры или периоды решетки - расстояния awe между центрами атомов или ионов, находящихся в узлах решетки, - измеряются в ангстремах (1А=10~ 10 м).
С изменением температуры или давления тип и период решетки могут изменяться, что приводит к изменению физико-химических свойств металлов и сплавов.
Все металлы и сплавы имеют кристаллическое строение. В процессе кристаллизации положительно заряженные ионы, располагаясь последовательно в виде элементарных кристаллических решеток, образуют кристаллы в виде зерен (Рис. 8, а) или дендритов 1 (Рис. 8,б). Образующиеся кристаллы растут, кристаллизуются из жидкого расплава сначала свободно, не мешают один другому, потом они сталкиваются и рост кристаллов продолжается только в тех направлениях, где есть свободный доступ жидкого металла. В результате первоначальная геометрически правильная форма кристаллов нарушается. В закристаллизовавшихся металлах и сплавах зерна и ден-дриты имеют неправильную, геометрически искаженную форму.
При нагревании поглощаемая металлами теплота расходуется на колебательные движения атомов и вследствие этого на тепловое расширение металла. При плавлении объем металлов увеличивается на 3...4%. С повышением температуры колебательные движения атомов или ионов возрастают, кристаллические зерна распадаются и сплав, проходя через твердо-жидкое состояние, превращается в расплав.
При переходе в расплав кристаллическая структура металла полностью не уничтожается. В расплаве всегда находятся мельчайшие участки, в которых сохраняется первоначальное, наследственное строение металла, близкое к кристаллическому. Кроме того, всегда присутствуют тугоплавкие частицы (остатки футеровки печи, при меси других элементов), которые могут образовывать дополнительные центры кристаллизации и вызывать на" чало кристаллизации. На искусственном создании центров кристаллизации в расплаве с одновременным изменением его скорости охлаждения основано управление кристаллизацией сплава с целью получения заданной структуры и свойств сплава в твердом состоянии.
Рис. 8. Схема кристаллизации сплава в виде зерен (а) и дендритов (б)
Список литературы
1) Геворкян В.Г. Основы сварочного дела - М.: Высш. школа, 1985. - 168 с., ил.
2) Материаловедение и технология металлов. - М.: Высшая школа, 2001. - 637 с
3) Курдюмов Г.В. Явление закалки и отпуска стали. - М.: Металлургиздат, 1960. - 64 с.
4) Лахтин Ю.М. Материаловедение. - М.: Машиностроение, 1993. - 448 с.
5) Гуляев А.П. Металловедение. - М.: Металлургия, 1986. - 544 с.
6) Зарембо Е.Г. Превращения в структуре и свойства стали. - М.: ВИИИТ, 1990
7) Стеклов О. И. Основы сварочного производства - М.: Высш. школа, 1986. - 224 с., ил.
8) Хренов К.К. Сварка, резка и пайка металлов - М.: Машиностроение, 1973. - 408 с.



Разрешения на изготовление парового котла. В связи с изложенным, является необходимым умение выполнять один из наиболее сложных и ответственных разделов расчета прочности котла - расчет прочности укрепления одиночного отверстия в барабанах , , Более того, проблема в большей степени актуальна по причине употребления конструкций котлов с выполнением больших отверстий в барабанах. Существует...

Обеспечивать себе достойных партнеров, организовывать выпуск продукции по низкой цене и многое другое. Понятие экономической информационной системы (ЭИС). ЭИС представляет собой систему, функционирование которой во времени заключается в сборе, хранении, обработке и распространении информации о деятельности какого-то экономического объекта реального мира. Информационная система создается для...
Недостаточно. Тогда приходится один признак брать в сочетании с другими. В статистической практике широко применяются вторичные группировки, к которым относятся группировки, которые формируются на уже обработанном ранее статистическом материале, т.е. в данном случае происходит перегруппировка уже ранее сгруппированного материала. К вторичной группировке прибегают тогда: когда из большого числа...
Механические свойства выявляются при воздействии на металл растягивающих, изгибающих или других сил. Механические свойства металлов характеризуются: 1) пределом прочности в кг/мм 2 ; 2) относительным удлинением в %;3) ударной вязкостью в кгм/см 2 ; 4) твердостью; 5) углом загиба. Перечисленные основные свойства металлов определяются следующими испытаниями: 1) на растяжение; 2) на загиб; 3) на твердость; 4) на удар. Все эти испытания производятся на образцах металла при помощи специальных машин.
Испытание на растяжение . Испытанием на растяжение определяют предел прочности и относительное удлинение металла.
Пределом прочности называется усилие, которое надо приложить на единицу площади поперечного сечения образца металла, чтобы разорвать его.
Для испытания на растяжение изготовляют образцы, форма и размеры которых установлены ГОСТ 1497-42. испытания проводятся на специальных разрывных машинах. Головки образца закрепляют в захваты машины, после чего дают нагрузку, растягивающую образец до разрушения.
Для испытания листового металла изготовляют плоские образцы. Малоуглеродистые стали имеют предел прочности около 40 кг/мм 2 стали повышенной прочности и специальные - 150 кг/мм 2 .
Относительное удлинение малоуглеродистой стали примерно равно 20%..
Относительное удлинение характеризует пластичность металла, оно снижается с повышением предела прочности.
 Испытание на твердость
. Для определения твердости металла применяется прибор Бринеля или Роквелла.
Испытание на твердость
. Для определения твердости металла применяется прибор Бринеля или Роквелла.
Твердость по Бринелю определяют следующим образом. Твердый стальной шарик диаметром 10,5 или 2,5 мм вдавливается под прессом в испытуемый металл. Затем при помощи бинокулярной трубки измеряют диаметр отпечатка, который получился под шариком на испытуемом металле. По диаметру отпечатка и по соответствующей таблице определяют твердость по Бринелю.
Твердость некоторых сталей в единицах по Бринелю:
Малоуглеродистая сталь......ИВ 120-130
Сталь повышенной прочности.... ИВ 200-300
Твердые закаленные стали.....ИВ 500-600
С увеличением твердости пластичность металла снижается.
Испытание на удар . Этим испытанием определяют способность металла противостоять ударным нагрузкам. Испытанием на удар определяют ударную вязкость металла.
Ударная вязкость определяется путем испытания образцов на специальных маятниковых копрах. Чем меньше ударная вязкость, тем более хрупок и тем менее надежен в работе такой металл. Чем выше ударная вязкость, тем металл лучше. Хорошая малоуглеродистая сталь имеет ударную вязкость, равную 10-15 кгм/см 2 .

Испытание на загиб . Арматура для железобетонных конструкций должна иметь на концах крюки с углом загиба до 180° и отгибы по длине арматуры на 45 и 90°. Поэтому арматурную сталь подвергают испытанию на холодный загиб.
Технологическими испытаниями устанавливают способность арматурной стали воспринимать деформации без нарушения целостности, т.е. без появления в ней трещин, надрывов, расслоений.




